
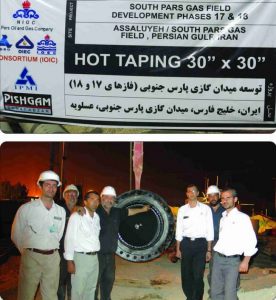
انجام عملیات هات تپ 30″ *”30 در زاویه 45 درجه
انشعاب گرم از خطوط صادراتی میعانات گازی پارس جنوبی فازهای (20-21)
کارفرما: شرکت مدیریت طرحهای صنعتی ایران
مجری عملیات: شرکت پیشگام صنعت ابزار
گزارش تفضیلی انجام عملیات
شرکت پیشگام صنعت ابزار، در دیماه سال 1395 موفق به انجام عملیات هات تپ در سایز 30″ روی میعانات گازی میدان گازی پارس جنوبی شد، این عملیات در راستای طرح عظیم و ملی توسعه میدان گازی پارس جنوبی – فازهای 20-21 انجام شد.حساسیتهای طرح در کنار پیچیدگیهای فنی ضریب اطمینان فنی و ایمنی بالایی را اقتضا میکرد. از این رو دقیق ترین مطالعات فنی و امکان سنجیف حساس ترین تستهای فنی اتصالات و دستگاهه، بهترین ساز و کارهای ایمنی جهت انجام موفق و بدون وقفه عملیات صورت گرفت. همچنین مشخصات فنی خط لوله و سیال بر دشواری عملیات هات تپ می افزود. سایز بالای انشعاب، سایز به سایز بودن در عملیات هات تپ از جمله ویژگی ها محسوب میشود که انجام عملیات را با دشواری مواجه میکرد. با توجه به صادراتی بودن خطوط لوله بروز هرگونه ایراد در انجام عملیات میتوانست باعث بروز وقفه در جریان سیال و خدشه در اعتبار فرایندهای جاری شود. تیم مهندسی و اجرایی پیشگامان صنعت ابزار بر حسب تجربه و دانش فنی در انجام عملیات هات تپ و تحت نظارت مستمر و مستقیم بازرسین پیمانکار و کارفرمای محترم تمامی مراحل را بدون وقفه و در اسرع وقت، بدون ایجاد هرگونه مزاحمت در قرایندهای جاری میدان گازی پارس جنوبی به اتمام رساند. در این پروژه ابتدا دستورالعمل ها و روش های اجرایی پروژه تدوین و به تایید کارفرما شرکت نفت و گاز پارس POGC و شرکت مدیزیت طرحهای صنعتی ایران IPMI رسید و سپس فرایند ساخت FullSaddle در محل کارخانه شرکت پیشگامان صنعت ابزار تحت نظارت شرکت بازرسی IS به اتمام رسید.
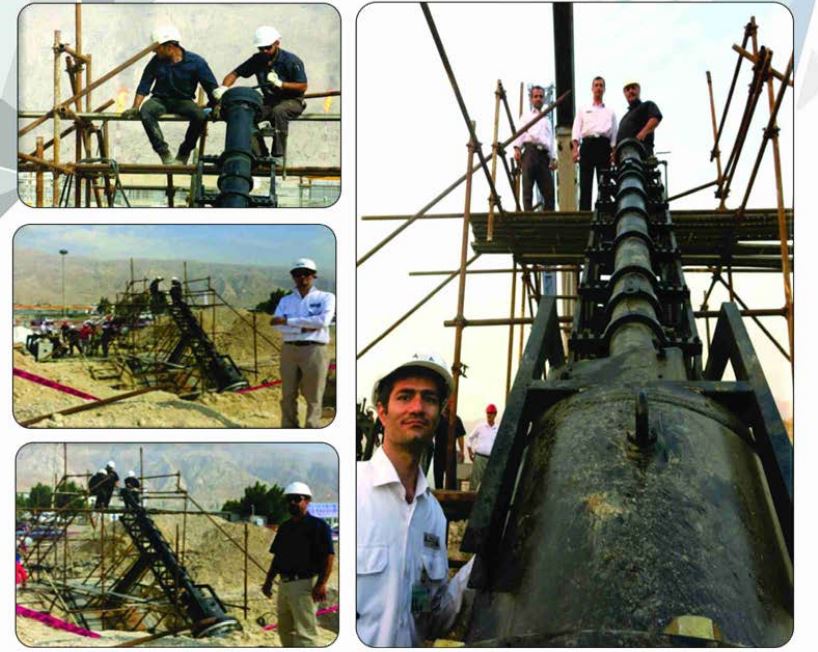
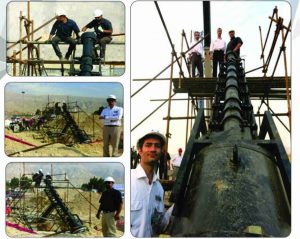
نصب فول سدل روی لوله
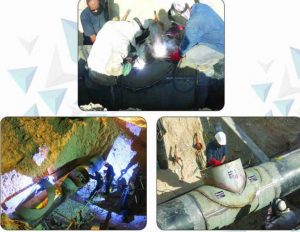
در ابتدای فرایند نصب Full saddle که مراتب ساخت اجزا و قطعات آن از پیش و در کارخانه شرکت پیشگامان صنعت ابزار انجام شده بود آغاز گردید. چون سیال درون لوله فاقد جریان مستمر بوده و امکان جوشکاری روی لوله فقط در زمانهای جریان امکانپذیر بود، با فعال شدن خط و جریان یافتن سیال جوشکاری full saddle بلافاصله آغاز شده بود و در دو مرحله پس از دو شبانه روز کار مستمر با موفقیت به اتمام رسید. تصاویر گویای تلاش شبانه روزی مهندسین و جوشکاران زبده و منحصر بفرد در حین عملیات نصب می باشند.

با توجه به ضخامت لوله و همچنین از آنجا که عملیات هات تپ در زاویه 45 درجه انجام میشد، تصمیم طراحان و مهندسین شرکت پیشگام صنعت ابزار برای اتصال مذکور بر ساخت و نصب Full Sddle شد. در Full Saddle به منظور تقویت اتصال در مقابل فشار وارده از ناحیه بریده شده لوله پس از عملیات هات تپ Saddle اتصال از طریق لایه های جدید تقویت می شود. این صفحات جدید ضمن تقویت Saddle و افزایش ضریب مقاومت آن در مقابل تنش ناشی از قسمت بریده شده همچون کمربندی دور نیپل Saddle Full را نیز پوشش می دهند و مانع دفرمه شدن آن در نتیجه فشارهای وارده میشوند. شرکت پیشگام صنعت ابزار برحسب تعهد کاری نصب این اتصالات را پیشنهاد داد و با موافقت کارفرما مراتب نصب طی 48 ساعت کار شبانه روزی به اتمام رسید.
در نهایت پس از نصب اتصالات فوق، 30″ نیز روی Nippleاتصال نصب و جوشکاری شد تا فرایند نصب FullSaddle به همراه اتصالات و اجزای آن به اتمام برسد. با توجه به زاویه 45 درجه اتصال Full Saddle نسبت به سطح زمین این گام نیط دشواری ها و ملاحظات خاص خود را داشت.


تصاویر تست PT بازرسین کارفرمای محترم را نشان میدهد موید صحت و دقت قرایند نصب Full Saddle روی خط لوله است.

تست هیدرو استاتیک اتصال Full Saddle
به منظور حصول اطمینان از عدم نشتی Full Saddle در مقابل فشار خط لوله در محل نصب تست فشار هیدرواستاتیک به انجام رسید.
با توجه به سایز بودن عملیات جهت تست فشاری معادل 1/1 برابر فشار خط روی Full Saddle وارد شد.پس از انجام موفق تست و عدم نشتی خطوط جوش Full Saddle مجموعه برای نصب ولو آماده گردید.

ساخت ساپورت جهت استحکام ولو و جلوگیری از لرزش دستگاه حین عملیات هات تپ
با توجه به زاویه دار بودن عملیات هات تپ فشار وارده از ناحیه وزن ولو روی مجموعه، و همچنین مهار وطن دستگاه هات تپ حین عملیات در زاویه 45 درجه ساخت سطحی زاویه دار به منظور ساپورت ولو و مجموعه پیش از انجام عملیات هات تپ ضروری بود تصاویر زیر مراتب ساخت ساپورت ولو را نشان میدهند.

نصب ولو
آماده سازی دستگاه هات تپ و نصب روی ولو


تصاویر زیر موقعیت قرار گیری دستگاه هات تپ و ساپورتهای دستگاه جهت جلوگیری از لرزش آن را نشان می دهد.
نیاز به اشاره است که با توجه به زاویه دار بودن عملیات از پیش ساپورتهایی جهت دستگاه هات تپ و مهار وزن آن آماده شده که حین نصب به ساپورت ساخته شده در مرحله پیش متصل گردید.

پس از سپری شدن مراحل فوق عملیات هات تپ 30″*30″ حاوی میعانات گازی انجام شده که با توجه به مطالعات و پیش بینی های صورت گرفته پیش از عملیات هات تپ در اسرع وقت و بدون اتلاف وقت و هدر رفت منابع و ضمن رعایت فاکتورهای زیست محیطی و سلامت نیروی انسانی با موفقیت کامل به اتمام رسید. این عملیات که با حضور مهندسین و نمایندگان شرکتهای کارفرما و پیمانکار انجام میشد در نهایت با استخراج کوپن و تحویل آن به ناظرین پروژه به اتمام رسید. این عملیات به جهت حساسیت بسیاربالا از جنبه های فنی موقعیتی و اهمیت راهبردی آن در ایران بی نظیر و در جهان نشان می دهد که نظیر این گونه عملیات ها در موارد بسیار محدود توسط مجریان و شرکت هایی نظیر آمریکا و نیز یک نمونه که توسط یک شرکت انگلیسی صورت گرفته تجربه شده است. در ادامه گزارشی تصویری از مراحل انجام عملیات هات تپ ارایه شده است.




آخرین دیدگاهها